Multilayer Prints
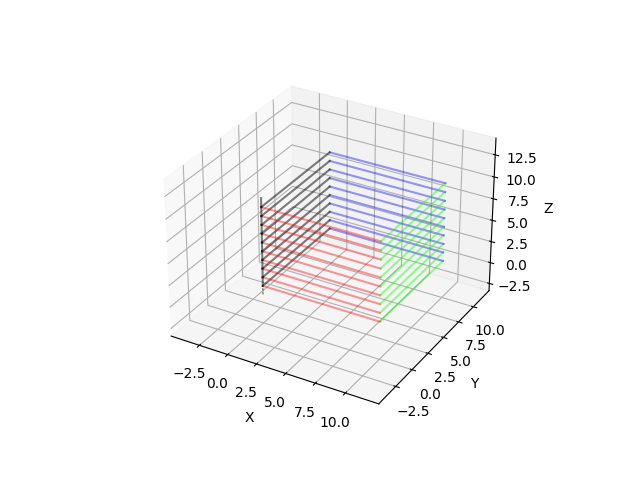
Example: hollow box
from mecode import G
g = G()
# define box side length
L = 10 # mm
# number of layers to print
n_layers = 10
# spacing between layers
dz = 1
# set print speed in mm/s
g.feed(10)
# move nozzle to initial printing height
g.move(z=dz)
# create a list of rgba colors to showcase `color` support in `view()`
colors = [(1,0,0,0.4), (0,1,0,0.4), (0,0,1,0.4),(0,0,0,0.5)]
# turn pressure on (e.g., to start printing)
g.toggle_pressure(com_port=5)
# generate print path
for j in range(n_layers):
# move from (0,0) to (L,0)
g.move(x=L, color=colors[0])
# move from (L,0) to (L,L)
g.move(y=L, color=colors[1])
# move from (L,L) to (0,L)
g.move(x=-L, color=colors[2])
# move from (0,L) to (0,0)
g.move(y=-L, color=colors[3])
g.move(z=dz)
# turn pressure off (e.g., to stop printing)
g.toggle_pressure(com_port=5)
g.teardown()
g.view()
Generated gcode
Running mecode v0.2.38
G1 F10
G1 Z1.000000
Call togglePress P5
G1 X10.000000
G1 Y10.000000
G1 X-10.000000
G1 Y-10.000000
G1 Z1.000000
G1 X10.000000
G1 Y10.000000
G1 X-10.000000
G1 Y-10.000000
G1 Z1.000000
G1 X10.000000
G1 Y10.000000
G1 X-10.000000
G1 Y-10.000000
G1 Z1.000000
G1 X10.000000
G1 Y10.000000
G1 X-10.000000
G1 Y-10.000000
G1 Z1.000000
G1 X10.000000
G1 Y10.000000
G1 X-10.000000
G1 Y-10.000000
G1 Z1.000000
G1 X10.000000
G1 Y10.000000
G1 X-10.000000
G1 Y-10.000000
G1 Z1.000000
G1 X10.000000
G1 Y10.000000
G1 X-10.000000
G1 Y-10.000000
G1 Z1.000000
G1 X10.000000
G1 Y10.000000
G1 X-10.000000
G1 Y-10.000000
G1 Z1.000000
G1 X10.000000
G1 Y10.000000
G1 X-10.000000
G1 Y-10.000000
G1 Z1.000000
G1 X10.000000
G1 Y10.000000
G1 X-10.000000
G1 Y-10.000000
G1 Z1.000000
Call togglePress P5
Approximate print time:
55.299 seconds
0.9 min
0.0 hrs